

Sinking và Sourcing PLC là gì? Nguyên nhân khiến PLC báo chạy nhưng thiết bị không hoạt động
Trong hệ thống tự động hóa công nghiệp, PLC báo chạy nhưng thiết bị ngoài hiện trường không hoạt động là một trong những lỗi gây tốn thời gian và chi phí nhất cho nhà máy. Nguyên nhân không phải lúc nào cũng nằm ở chương trình điều khiển, mà rất thường xuất phát từ việc đấu nối sai giữa Sinking và Sourcing PLC, chọn nhầm cảm biến NPN/PNP hoặc không chuẩn hóa nguồn 24VDC. Bài viết này giúp doanh nghiệp hiểu đúng bản chất của Sinking và Sourcing, vai trò của PLC trong sản xuất hiện đại và cách xử lý lỗi thực tế trong các dự án chế tạo máy tự động.
1. PLC báo chạy nhưng thiết bị không hoạt động – Vì sao lỗi không nằm ở chương trình?
Trong quá trình vận hành máy tự động, không ít kỹ sư bảo trì, trưởng bộ phận sản xuất và quản lý vận hành gặp tình huống rất quen thuộc: PLC vẫn hiển thị RUN, đèn trạng thái trên module I/O vẫn sáng, HMI vẫn giao tiếp bình thường, nhưng thiết bị ngoài hiện trường lại không phản hồi.
Van điện từ không đóng/mở. Cảm biến không trả tín hiệu. Motor không chạy. Xi lanh không tác động. Tất cả tạo ra cảm giác như chương trình PLC đang có vấn đề, trong khi thực tế nguyên nhân có thể nằm ở tầng đấu nối điện rất cơ bản.
Đây là lỗi đặc biệt phổ biến trong các dự án chế tạo máy tự động và tích hợp hệ thống tại nhà máy FDI, nơi thiết bị đến từ nhiều thương hiệu khác nhau như Siemens, Omron, Mitsubishi, Keyence, SMC, Festo hoặc các nhà cung cấp châu Âu, Nhật Bản, Hàn Quốc. Chỉ cần hiểu sai một điểm về Sinking và Sourcing PLC, toàn bộ dây chuyền có thể dừng ở giai đoạn commissioning hoặc phát sinh lỗi lặp lại trong quá trình vận hành.
Với góc nhìn của Ban Giám đốc nhà máy, đây không chỉ là một lỗi kỹ thuật nhỏ. Nó ảnh hưởng trực tiếp đến thời gian dừng máy, hiệu suất OEE, chi phí bảo trì và tiến độ giao hàng. Vì vậy, hiểu đúng bản chất của Sinking và Sourcing là bước nền tảng để kiểm soát rủi ro trong hệ thống tự động hóa.
2. Vai trò của PLC trong hệ thống sản xuất hiện đại
Trong sản xuất hiện đại, PLC không chỉ là một bộ điều khiển logic đơn thuần mà còn được xem như “trung tâm thần kinh” của toàn bộ dây chuyền tự động hóa. PLC có nhiệm vụ tiếp nhận tín hiệu từ cảm biến, xử lý logic điều khiển, phát lệnh đến cơ cấu chấp hành và phối hợp hoạt động giữa nhiều thiết bị trong cùng một hệ thống.
2.1. PLC là trung tâm điều khiển dây chuyền
PLC giúp đồng bộ hóa các công đoạn sản xuất như:
- Cấp phôi
- Định vị sản phẩm
- Ép, hàn, lắp ráp
- Kiểm tra chất lượng
- Phân loại và đóng gói
Nhờ PLC, những thao tác vốn phụ thuộc nhiều vào con người được tự động hóa với độ chính xác cao hơn, tốc độ ổn định hơn và khả năng lặp lại tốt hơn.

2.2. Tăng năng suất và giảm lỗi vận hành
Trong môi trường sản xuất có yêu cầu cao về sản lượng và chất lượng, PLC đóng vai trò quan trọng trong việc:
- Giảm sai sót do thao tác thủ công
- Tăng tốc độ chu kỳ máy
- Duy trì chất lượng đồng đều giữa các sản phẩm
- Giảm thời gian dừng máy do lỗi vận hành
- Hỗ trợ truy vết và giám sát trạng thái thiết bị
Đối với các nhà máy FDI, PLC còn là nền tảng để chuẩn hóa quy trình, đảm bảo tính đồng bộ giữa các line sản xuất và dễ dàng mở rộng khi tăng công suất.
2.3. Nền tảng tích hợp với các công nghệ tự động hóa khác
Ngày nay, PLC không hoạt động độc lập mà thường được tích hợp với:
- HMI/SCADA
- Servo drive và biến tần
- Robot công nghiệp
- Camera Machine Vision
- AGV/AMR
- Hệ thống MES/ERP
Nhờ khả năng giao tiếp linh hoạt, PLC trở thành trung tâm kết nối giữa tầng điều khiển và tầng sản xuất. Đây là lý do các doanh nghiệp đầu tư vào tự động hóa luôn xem PLC là thành phần cốt lõi trong chiến lược nâng cấp nhà máy.
2.4. Kiểm soát chi phí vận hành
Một hệ thống PLC được thiết kế tốt sẽ giúp doanh nghiệp:
- Giảm chi phí nhân công trực tiếp
- Giảm lỗi sản phẩm và phế phẩm
- Giảm thời gian bảo trì
- Tăng độ ổn định của dây chuyền
- Nâng cao hiệu quả đầu tư thiết bị
Với các doanh nghiệp đang chuyển đổi sang mô hình sản xuất thông minh, PLC là nền tảng quan trọng để tiến tới tự động hóa toàn diện và tối ưu hóa vận hành dài hạn.
3. Sinking và Sourcing PLC là gì?
Sinking và Sourcing là hai phương thức kết nối tín hiệu điện DC phổ biến trong hệ thống PLC công nghiệp. Khái niệm này mô tả chiều dòng điện quy ước giữa thiết bị trường (field device) và module Input/Output của PLC.
Nói một cách đơn giản:
- Sourcing là thiết bị hoặc ngõ ra có khả năng cấp dòng điện.
- Sinking là thiết bị hoặc ngõ vào có khả năng nhận dòng điện hoặc kéo dòng về Mass (0V).
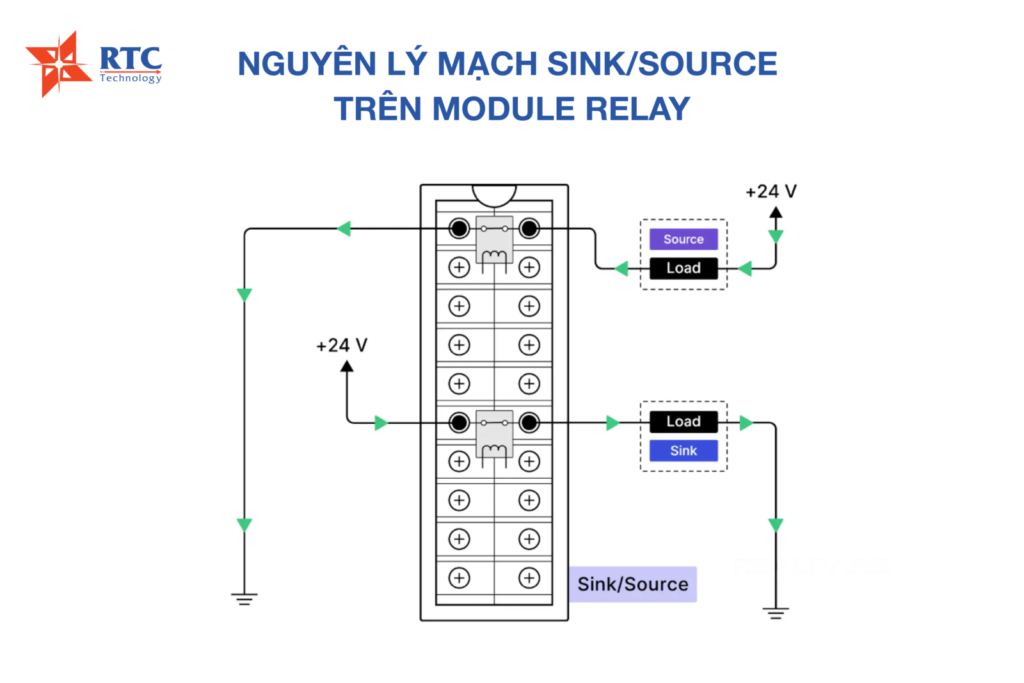
Trong thực tế, hai khái niệm này thường đi cùng nhau khi thiết kế hệ thống điều khiển 24VDC. Nếu đấu nối đúng chuẩn, tín hiệu sẽ được truyền ổn định. Nếu đấu sai chuẩn, PLC có thể vẫn chạy nhưng thiết bị không hoạt động, hoặc cảm biến sáng đèn nhưng PLC không nhận tín hiệu.
Bảng so sánh Sinking và Sourcing PLC
| Tiêu chí | Sourcing | Sinking |
| Vai trò dòng điện | Cấp dòng điện ra tải | Nhận dòng điện hoặc kéo về 0V |
| Điện áp tại ngõ ra | Thường cấp +24VDC | Thường kéo về 0V (Mass) |
| Cách hiểu đơn giản | PLC “đẩy” tín hiệu ra | PLC “kéo” tín hiệu về |
| Ứng dụng phổ biến | Một số hệ thống châu Âu, thiết bị tương thích NPN | Phổ biến trong nhiều hệ thống Nhật Bản, thiết bị tương thích PNP |
| Tương thích cảm biến | Thường đi với cảm biến NPN | Thường đi với cảm biến PNP |
| Rủi ro khi đấu sai | Không tạo được dòng điện đúng chiều | PLC không nhận tín hiệu hoặc tải không hoạt động |
Điểm quan trọng là Sinking và Sourcing không chỉ là thuật ngữ lý thuyết. Trong môi trường sản xuất thực tế, đây là yếu tố quyết định việc tín hiệu có đi đúng đường hay không. Một sơ đồ điện đúng chuẩn sẽ giúp hệ thống ổn định, dễ bảo trì và giảm đáng kể thời gian xử lý sự cố.
4. Sinking và Sourcing là gì đối với Input PLC?
Không chỉ Output, phần Input của PLC cũng có hai kiểu cấu hình tương ứng. Đây là điểm mà nhiều kỹ sư mới hoặc đội bảo trì khi thay thế thiết bị thường bỏ qua.
4.1. Input Sourcing là gì?
Ở cấu hình Input Sourcing, PLC cấp nguồn dương cho cảm biến hoặc thiết bị đầu vào. Khi cảm biến tác động, tín hiệu sẽ được kéo về 0V để PLC nhận trạng thái ON.
Cấu hình này thường đi với cảm biến NPN. Khi cảm biến hoạt động, nó kéo tín hiệu xuống Mass. PLC nhận được sự thay đổi trạng thái và xử lý theo chương trình.
4.2. Input Sinking là gì?
Ở cấu hình Input Sinking, PLC kéo tín hiệu về Mass. Khi cảm biến tác động, cảm biến sẽ cấp +24VDC về ngõ vào PLC. Đây là cấu hình rất phổ biến trong các dây chuyền hiện đại, đặc biệt khi sử dụng cảm biến PNP.
Trong nhiều nhà máy FDI, chuẩn PNP được ưu tiên vì dễ tích hợp, dễ chuẩn hóa và phù hợp với nhiều dòng PLC công nghiệp hiện nay. Tuy nhiên, nếu thay thế cảm biến mà không kiểm tra đúng chuẩn NPN/PNP, hệ thống có thể phát sinh lỗi PLC không nhận tín hiệu cảm biến dù cảm biến vẫn sáng đèn bình thường.
5. Vì sao PLC báo chạy nhưng thiết bị không hoạt động?
Đây là nhóm lỗi gây mất thời gian nhất trong quá trình commissioning và bảo trì. Vấn đề nằm ở chỗ PLC vẫn báo trạng thái bình thường, khiến người vận hành dễ nghĩ rằng chương trình hoặc CPU có lỗi. Thực tế, nguyên nhân thường nằm ở tầng đấu nối, nguồn 24VDC hoặc tương thích tín hiệu.
5.1. Đấu sai giữa Sinking và Sourcing
Đây là nguyên nhân phổ biến nhất. Khi PLC, cảm biến hoặc thiết bị trường không cùng chuẩn Sinking/Sourcing, dòng điện không hình thành đúng chiều. Kết quả là tín hiệu không được truyền hoặc không được nhận.
Ví dụ điển hình:
- PLC Input dạng Sinking
- Cảm biến cũng là loại Sinking (NPN)
Trong trường hợp này, cả hai bên đều không đóng vai trò cấp tín hiệu đúng cách. Cảm biến có thể vẫn sáng đèn, nhưng PLC không nhận được trạng thái ON. Người vận hành thường nhầm rằng cảm biến hỏng hoặc PLC lỗi, trong khi thực chất là sai chuẩn đấu nối.
5.2. Đèn Output sáng nhưng tải bị đứt dây hoặc tải không nhận điện
Nhiều người cho rằng đèn Output sáng nghĩa là thiết bị ngoài hiện trường chắc chắn đang hoạt động. Điều này không hoàn toàn đúng.
Ở các module Output bán dẫn, đèn trạng thái chỉ cho biết PLC đã phát lệnh và transistor hoặc FET bên trong module đã chuyển trạng thái. Nó không khẳng định rằng:
- Dòng điện đã thực sự đi qua tải
- Dây dẫn còn nguyên vẹn
- Relay trung gian đã đóng
- Van điện từ đã nhận đủ điện áp và dòng
Do đó có thể xảy ra tình huống:
- PLC báo ON
- Đèn Output sáng
- Dây tín hiệu bị đứt
- Relay trung gian không hút
- Van điện từ không tác động
Khi đó, thiết bị ngoài hiện trường hoàn toàn không hoạt động dù PLC vẫn báo trạng thái bình thường.
5.3. Sai cực nguồn 24VDC hoặc đấu nhầm COM
Trong các dự án Automation Machine Builder, hệ thống thường tích hợp nhiều thiết bị từ nhiều hãng khác nhau: PLC Siemens, cảm biến Omron, van điện từ SMC, servo Mitsubishi, biến tần, robot công nghiệp hoặc camera Machine Vision. Việc tích hợp đa thương hiệu làm tăng nguy cơ đấu nhầm cực nguồn, nhầm COM hoặc sai điểm Mass.
Chỉ cần đảo cực nguồn 24VDC hoặc đấu sai chân COM, hệ thống có thể xuất hiện các hiện tượng:
- PLC vẫn RUN
- Đèn I/O vẫn hiển thị
- Thiết bị ngoài không phản hồi
- Một số tín hiệu hoạt động chập chờn
- Lỗi chỉ xuất hiện khi tải thực sự được kích hoạt
Đây là lỗi rất thường gặp khi thay thế thiết bị tại hiện trường mà không đối chiếu sơ đồ điện gốc.
5.4. Chọn sai loại cảm biến NPN hoặc PNP
Đây là lỗi phổ biến trong quá trình thay thế cảm biến. Về hình thức, cảm biến NPN và PNP có thể giống nhau về kích thước, đầu nối và thông số cơ khí. Tuy nhiên, về nguyên lý tín hiệu, chúng hoàn toàn khác nhau.
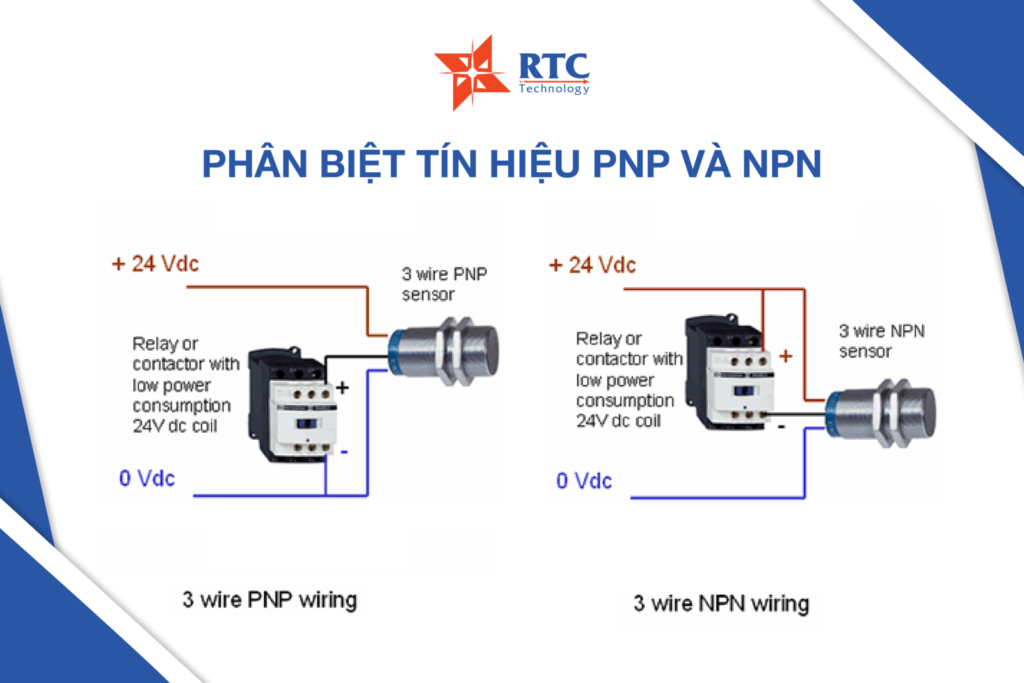
So sánh sự khác biệt giữa cảm biến NPN và cảm biến PNP
| Đặc điểm | Cảm biến NPN | Cảm biến PNP |
| Dòng điện | Dòng điện chảy ra từ chân tín hiệu của cảm biến | Dòng điện chảy vào chân tín hiệu của cảm biến |
| Trạng thái kích hoạt | Chân tín hiệu nối với cực âm (GND/0V) | Chân tín hiệu nối với cực dương (Vcc) |
| Cách gọi khác | Nối chung cực dương (sinking) – hút dòng | Nối chung cực âm (sourcing) – cấp dòng |
Ví dụ:
- Máy được thiết kế dùng cảm biến PNP
- Kỹ thuật viên thay bằng cảm biến NPN vì nghĩ rằng chỉ cần cùng kích thước là đủ
Kết quả:
- PLC không nhận tín hiệu cảm biến
- HMI không báo lỗi rõ ràng
- Dây chuyền dừng ở một công đoạn nào đó
- Người vận hành mất nhiều thời gian kiểm tra mà không tìm ra nguyên nhân
Đây là nguyên nhân điển hình của hiện tượng PLC không nhận tín hiệu cảm biến trong các hệ thống tự động hóa.
5.5. Không hiểu đúng ý nghĩa đèn LED trạng thái
Một sai lầm phổ biến khác là đánh đồng đèn trạng thái với trạng thái tải thực tế. Đèn Output sáng chỉ phản ánh trạng thái logic bên trong PLC hoặc module I/O. Nó không thay thế cho việc đo điện áp, đo dòng hoặc kiểm tra tải thực tế.
Trong thực tế bảo trì, cần phân biệt rõ:
- PLC đã ra lệnh hay chưa
- Tín hiệu có đi đến thiết bị ngoài hay không
- Thiết bị ngoài có đủ điện áp và dòng để hoạt động hay không
- Có đứt dây, lỏng terminal hoặc lỗi tiếp xúc không
Nếu chỉ nhìn đèn LED mà kết luận hệ thống đang hoạt động bình thường, kỹ sư rất dễ bỏ sót lỗi vật lý ở tầng hiện trường.
Bảng chẩn đoán nhanh khi PLC báo chạy nhưng thiết bị không hoạt động
| Hiện tượng | Nguyên nhân thường gặp | Cách kiểm tra nhanh |
| PLC RUN nhưng cảm biến không vào tín hiệu | Sai chuẩn NPN/PNP, đấu nhầm Sinking/Sourcing | Kiểm tra datasheet cảm biến, đo điện áp tại chân tín hiệu |
| Đèn Output sáng nhưng van điện từ không tác động | Đứt dây, sai COM, tải không nhận đủ điện | Đo điện áp tại đầu tải, kiểm tra relay trung gian |
| PLC báo ON nhưng motor không chạy | Sai liên động, lỗi nguồn điều khiển, lỗi driver | Kiểm tra mạch enable, nguồn 24VDC, tín hiệu điều khiển |
| Cảm biến sáng đèn nhưng PLC không nhận | Đấu sai cực, sai loại input, cảm biến hỏng | Đo tín hiệu thực tế tại terminal PLC |
| Hệ thống chạy chập chờn | Tiếp xúc kém, nguồn yếu, nhiễu điện | Kiểm tra terminal, nguồn 24VDC, chống nhiễu và tiếp địa |
6. Ứng dụng của Sinking và Sourcing trong chế tạo máy tự động (Automation Machines Builder)
Trong lĩnh vực Chế tạo máy tự động (Automation Machines Builder), việc hiểu đúng Sinking và Sourcing không chỉ là kiến thức điện công nghiệp mà còn ảnh hưởng trực tiếp đến hiệu quả đầu tư của nhà máy.
Một hệ thống tự động thường bao gồm:
- PLC điều khiển trung tâm
- Servo motor và servo driver
- Robot công nghiệp
- Camera Machine Vision
- AGV/AMR
- Cảm biến quang, cảm biến tiệm cận, cảm biến từ
- Van điện từ khí nén
- Relay trung gian, contactor, bộ nguồn 24VDC
Mỗi thiết bị có thể sử dụng chuẩn tín hiệu khác nhau. Nếu đội ngũ thiết kế không chuẩn hóa ngay từ đầu, quá trình lắp ráp và commissioning sẽ phát sinh nhiều lỗi nhỏ nhưng tốn thời gian xử lý. Với nhà máy FDI hoặc tập đoàn sản xuất lớn, chỉ một lỗi đấu nối sai cũng có thể làm chậm tiến độ bàn giao, ảnh hưởng đến kế hoạch ramp-up sản lượng.
Vì vậy, Automation Machines Builder thường chuẩn hóa ngay từ giai đoạn thiết kế ban đầu:
- Chọn chuẩn NPN hoặc PNP thống nhất
- Xác định rõ Sinking hoặc Sourcing cho từng nhóm tín hiệu
- Quy định rõ chân COM, 0V và +24VDC
- Chuẩn hóa sơ đồ điện, nhãn dây và tài liệu bàn giao
- Thiết kế hệ thống dễ bảo trì, dễ mở rộng và dễ truy vết lỗi
Đây là nền tảng để hệ thống vận hành ổn định trong dài hạn, đặc biệt ở các dây chuyền có yêu cầu uptime cao.
7. Kinh nghiệm thiết kế hệ thống PLC ổn định cho nhà máy
Để giảm lỗi liên quan đến Sinking và Sourcing PLC, các nhà chế tạo máy chuyên nghiệp thường áp dụng một số nguyên tắc thiết kế và kiểm tra rất rõ ràng.
7.1. Chuẩn hóa ngay từ giai đoạn thiết kế
Không nên chờ đến lúc lắp máy mới xác định chuẩn tín hiệu. Ngay từ giai đoạn thiết kế điện, cần thống nhất:
- Loại PLC sử dụng
- Chuẩn cảm biến NPN hay PNP
- Kiểu Input/Output Sinking hay Sourcing
- Cách phân bổ nguồn 24VDC
- Cách đánh số terminal và COM
Khi chuẩn hóa từ đầu, đội lắp ráp và bảo trì sẽ giảm đáng kể nguy cơ đấu nhầm.
7.2. Kiểm tra dòng điện thay vì chỉ kiểm tra điện áp
Trong troubleshooting, nhiều kỹ sư chỉ đo điện áp mà quên kiểm tra dòng điện thực tế. Tuy nhiên, một mạch có điện áp nhưng không có dòng phù hợp thì thiết bị vẫn không hoạt động.
Do đó, khi kiểm tra cần xác nhận:
- Có điện áp tại đầu tải hay không
- Dòng điện có đi qua relay hoặc van điện từ hay không
- Tải có đủ điều kiện để hút hay không
- Có sụt áp bất thường trên dây dẫn hoặc terminal không
Đây là cách kiểm tra thực tế và hiệu quả hơn so với việc chỉ nhìn trạng thái đèn trên PLC.
7.3. Thiết kế sơ đồ điện dễ bảo trì
Một sơ đồ điện rõ ràng giúp đội bảo trì xử lý sự cố nhanh hơn rất nhiều. Với các nhà máy có nhiều line sản xuất, thời gian dừng máy luôn là chi phí rất lớn. Vì vậy, sơ đồ điện cần thể hiện rõ:
- Nguồn 24VDC
- Điểm COM
- Nhóm Input/Output
- Loại cảm biến
- Loại tải
- Đường đi của tín hiệu
Khi sơ đồ được chuẩn hóa, kỹ sư hiện trường có thể xác định nhanh lỗi nằm ở PLC, cảm biến, dây dẫn hay tải chấp hành.
7.4. Ưu tiên khả năng mở rộng và đồng bộ thiết bị
Trong các dự án tự động hóa quy mô lớn, hệ thống không chỉ cần chạy ổn định ở thời điểm bàn giao mà còn phải dễ mở rộng trong tương lai. Vì vậy, việc chọn chuẩn tín hiệu đồng bộ ngay từ đầu sẽ giúp doanh nghiệp:
- Dễ thay thế thiết bị
- Dễ mở rộng line
- Dễ tích hợp robot, vision, AGV
- Giảm phụ thuộc vào từng nhà cung cấp riêng lẻ
Đây là yếu tố rất quan trọng đối với các doanh nghiệp FDI đang theo đuổi chiến lược chuẩn hóa nhà máy và tối ưu chi phí vận hành.
8. Case Study: RTC Technology thiết kế và chế tạo máy giật Tape tự động
RTC Technology đã tham gia nhiều dự án chế tạo máy và tích hợp tự động hóa cho các nhà máy trong nhiều lĩnh vực sản xuất khác nhau. Các dự án thường tập trung vào những bài toán như tự động hóa công đoạn, nâng cao độ ổn định dây chuyền, tối ưu thao tác vận hành và chuẩn hóa hệ thống điều khiển.
Một số nhóm ứng dụng tiêu biểu có thể kể đến như:
- Máy tự động cho ngành điện tử và linh kiện
- Hệ thống lắp ráp, kiểm tra và phân loại sản phẩm
- Dây chuyền đóng gói và cấp liệu tự động
- Máy tích hợp PLC, servo, cảm biến và camera kiểm tra
- Giải pháp tự động hóa cho các nhà máy FDI cần tiêu chuẩn hóa cao
Các dự án được triển khai theo hướng đồng bộ từ thiết kế cơ khí, điện điều khiển đến lập trình và bàn giao vận hành, giúp doanh nghiệp dễ bảo trì, dễ mở rộng và phù hợp với yêu cầu sản xuất thực tế.
Trong một dự án chế tạo máy tự động cho khách hàng FDI trong lĩnh vực điện tử, RTC Technology đã thực hiện thiết kế và chế tạo hệ thống Máy giật Tape tự động nhằm thay thế thao tác thủ công trong công đoạn bóc tách và thu hồi tape trên dây chuyền sản xuất.
Yêu cầu của khách hàng là hệ thống phải vận hành liên tục với độ ổn định cao, đồng bộ với dây chuyền hiện hữu và đảm bảo tốc độ xử lý đáp ứng sản lượng lớn. Đội ngũ kỹ sư RTC Technology đã thực hiện từ khâu khảo sát, thiết kế cơ khí, thiết kế tủ điện điều khiển, lập trình PLC-HMI đến lắp đặt và chạy thử tại nhà máy.
Hệ thống sử dụng PLC làm bộ điều khiển trung tâm, kết hợp cảm biến phát hiện vật liệu, động cơ truyền động và cơ cấu giật tape được thiết kế tối ưu nhằm đảm bảo lực kéo ổn định, hạn chế đứt tape và giảm tỷ lệ lỗi trong quá trình sản xuất. Trong quá trình commissioning, đội ngũ RTC đặc biệt chú trọng việc chuẩn hóa tín hiệu Input/Output, kiểm tra cấu hình Sinking và Sourcing PLC, lựa chọn cảm biến phù hợp và tối ưu hệ thống điện điều khiển để đảm bảo tín hiệu vận hành chính xác.
Sau khi đưa vào hoạt động, máy giúp doanh nghiệp giảm đáng kể thao tác thủ công, nâng cao năng suất vận hành, giảm thời gian dừng máy và cải thiện tính ổn định của dây chuyền. Dự án cũng cho thấy tầm quan trọng của việc thiết kế hệ thống điều khiển đúng chuẩn ngay từ đầu, đặc biệt đối với các thiết bị tự động có yêu cầu cao về độ tin cậy và khả năng vận hành liên tục.
RTC Technology đã thực hiện thiết kế và chế tạo hệ thống Máy giật Tape tự động
>> ĐĂNG KÝ THỬ NGHIỆM TẠI NHÀ MÁY
9. Kết luận
Sinking và Sourcing PLC là một trong những kiến thức nền tảng nhưng lại gây ra rất nhiều lỗi vận hành trong thực tế. Khi gặp hiện tượng PLC báo RUN nhưng thiết bị không hoạt động, PLC không nhận tín hiệu cảm biến hoặc đèn Output sáng nhưng tải không chạy, doanh nghiệp không nên chỉ tập trung vào chương trình PLC.
Cần kiểm tra đồng thời:
- Chuẩn Sinking và Sourcing
- Loại cảm biến NPN/PNP
- Nguồn điều khiển 24VDC
- Điểm COM và Mass
- Tình trạng dây dẫn, relay và tải thực tế
Đối với các dự án Chế tạo máy tự động, việc thiết kế chuẩn hóa ngay từ đầu sẽ giúp doanh nghiệp giảm thời gian commissioning, tăng độ tin cậy của hệ thống và tối ưu chi phí vận hành lâu dài. Đây cũng là lý do các nhà máy lớn ngày càng ưu tiên làm việc với những đơn vị có năng lực thiết kế, tích hợp và chuẩn hóa hệ thống ngay từ giai đoạn đầu.
RTC Technology cung cấp dịch vụ thiết kế và chế tạo máy tự động theo yêu cầu, tích hợp PLC, Machine Vision, Robot công nghiệp và các giải pháp tự động hóa toàn diện cho nhà máy sản xuất hiện đại, giúp doanh nghiệp nâng cao năng suất và giảm thiểu rủi ro vận hành.
Hãy liên hệ với RTC Technology để cùng các chuyên gia của chúng tôi tìm ra giải pháp tối ưu nhất cho doanh nghiệp của bạn!
Hotline: 0981 264 068
Email: [email protected]
>> ĐĂNG KÝ: TẠI ĐÂY hoặc CHAT ZALO để nhận tư vấn & báo giá nhanh nhất


